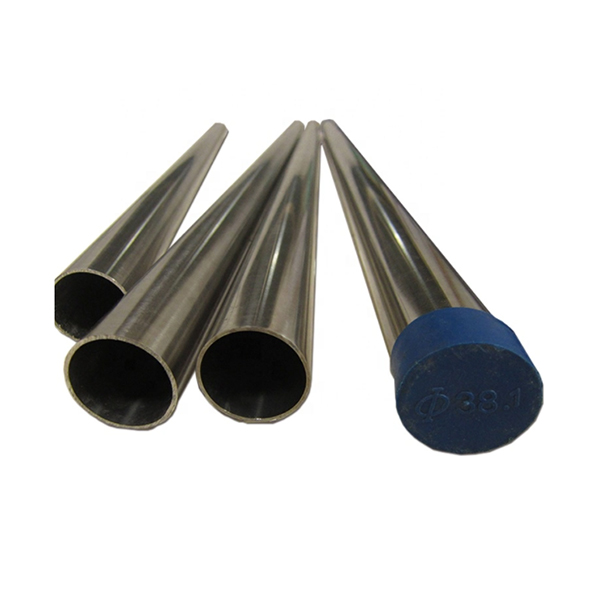
Hot Rolled Nahtlos Steel Tube
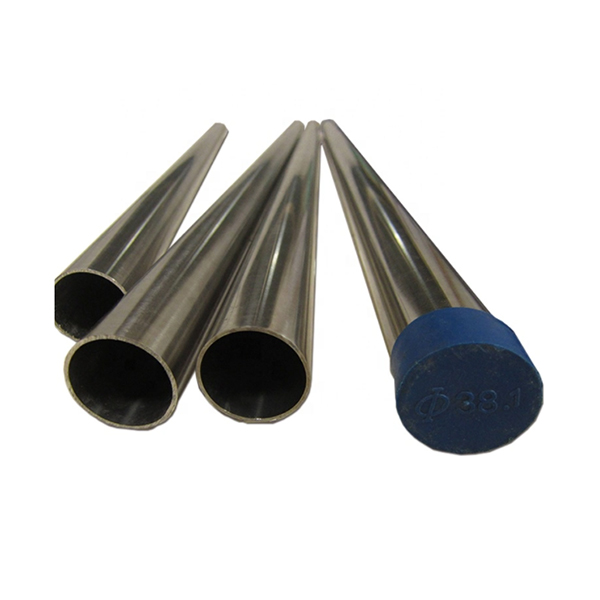





Hot Rolled Seamless Steel Tube, Hot Rolling ass relativ zu Kale Walzen, Kale Walzen rullt ënner der Rekristalliséierungstemperatur, a waarm Walzen rullt iwwer d'Rekristalliséierungstemperatur.
Hot Rolled Nahtlos Steel Tube, Virdeeler
Et kann d'Gussstruktur vu Stol Ingot zerstéieren, d'Korngréisst vum Stahl verfeineren an d'Mängel vun der Mikrostruktur eliminéieren, sou datt d'Stolstruktur kompaktéiert gëtt an d'mechanesch Eegeschafte verbessert ginn.Dës Verbesserung spigelt sech haaptsächlech an der Rollrichtung, sou datt de Stol net méi zu engem gewësse Mooss isotrop ass.Bubbles, Rëss a looseness geformt während Goss kann och ënner héich Temperatur an Drock geschweest ginn.
Klassifikatioun
Hot Rolled Seamless Steel Tube, Et ass ënnerdeelt an allgemeng Stol Päif, niddereg a mëttel- Drock Chaudière Stol Päif, héich Drock Chaudière Stol Päif, durchgang Stol Päif, STAINLESS Stol Päif, Petrol Rëss Päif, geologesch Stol Päif an aner Stol Päif.
Kalgewalzte (wielt) nahtlos Stahlpipe zousätzlech zu allgemenge Stahlpipe, nidderegen a mëttleren Drock Kessel Stahl Päif, Héichdrock Kessel Stahl Päif, Legierung Stahl Päif, Edelstahl Päif, Petroleum Rëss Päif, aner Stol Päif, enthält och Kuelestoff dënn- walled Stol Päif, durchgang dënn-walled Stol Päif, STAINLESS Stol Päif, speziell-gebuerene Stol Päif.De baussenzegen Duerchmiesser vun waarm gewalzten nahtlosen Päif ass allgemeng méi grouss wéi 32mm an d'Mauerdicke ass 2,5-75mm.De baussenzegen Duerchmiesser vu kal gewalzten nahtlosen Stahlpipe kann 6mm erreechen an d'Mauerdicke kann 0.25mm erreechen.De baussenzegen Duerchmiesser vun der dënnwandlecher Päif kann 5 mm erreechen an d'Mauerdicke ass manner wéi 0,25 mm.
Allgemeng seamless Stol Päif: et ass vun 10, 20, 30, 35, 45 an aner héich-Qualitéit Kuelestoff gebonnen Stol 16Mn, 5MnV an aner niddereg durchgang strukturell Stol oder 40Cr, 30CrMnSi, 45Mn2, 40MnB waarm gewalzt oder aner durchgang Stol gemaach kal gewalzt.10, 20 an aner niddereg Kuelestoff Stol Fabrikatioun nahtlos Päif ass haaptsächlech fir Flëssegket Pipeline benotzt.45, 40Cr an aner mëttel Kuelestol aus nahtlosen Päif fir mechanesch Deeler ze fabrizéieren, wéi Autoen, Traktoren betount Deeler.D'allgemeng Notzung vun nahtlos Stol Päif der Kraaft an Offlaachung Test ze garantéieren.Heissgewalzte Stahlleitungen ginn a waarmgewalzte oder waarmbehandeltem Zoustand geliwwert.Kale gewalzt Liwwerung ass Hëtztbehandelt.
Zulässlech Ofwäichung vum normaliséierte baussenzegen Duerchmiesser
D1 ± 1,5%, minimum ± 0,75 mm
D2 plus oder minus 1,0%.Minimum + / - 0,50 mm
D3 + / - 0,75%.Minimum + / - 0,30 mm
D4 + / - 0,50%.Minimum + / - 0,10 mm
Formel fir Berechnung vum Gewiicht vun der Stahlrohr
[(äusseren Duerchmiesser - Wanddicke)* Wanddicke]x0,02466=kg/m (Gewiicht pro Meter)
Hot Rolled Nahtlos Steel Tuben, funktionell Zwecker
1. D'Konstruktioun Kategorie ass: ënner der Pipeline Transport ass méi, Gebai Extraktioun vun Grondwaasser, Chaudière waarm Waasser Transport.
2. Mechanesch Veraarbechtung, Lagerhülse, Veraarbechtungsmaschinn Accessoiren, etc.
3. Elektresch: Gas Transmissioun, Waasser Muecht Generatioun Flëssegket Pipeline.
4. Wandkraaftwierk antistatesch Päif, etc.
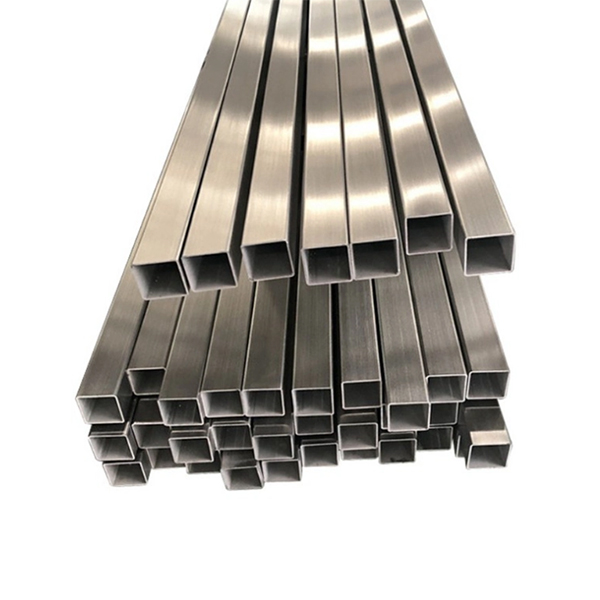
Spezifizéierung
| Produit Numm | Edelstol Päif / Rouer |
| Standard | ASME, ASTM, EN, BS, GB, DIN, JIS etc |
| Mark | 201/202/304/304L/316/316L/321/309S/310S/410/420/430 |
| Zertifikat | BV, ISO, CE, SGS etc |
| Typ | Nahtlos & geschweest |
| Baussenduerchmiesser (OD) | 3-1220 mm |
| Dicke | 0,5-50 mm |
| Längt | 6000mm 5800mm 12000mm oder personaliséiert |
| Technik | Cold Drawn oder Hot Drawn |
| Uewerfläch | 2B, No.1, No.4, HL, BA, 8K etc |
| Applikatioun | Industrie, Chemikalien, Elektrizitéit, Maschinnen, Architektur, Dekoratioun, asw. |
| Verpakung | Standard exportéieren Mier-wiirdeg Verpakung |
| Liwwerzäit | 7-15 Aarbechtsdeeg nom Depot |
| Handelsbedéngungen | FOB, CFR, CIF, EXW |
| Bezuelen Konditiounen | 30% T/T, L/C |
Uewerfläch Behandlung
| Uewerfläch | Definitioun | Applikatioun |
| Nr.1 | D'Uewerfläch fäerdeg duerch Wärmebehandlung a Pickling oder Prozesser entspriechend do no waarme Walzen. | Chemeschen Tank, Päif etc. |
| Nr 3 | Déi fäerdeg vun poléieren mat No.100 ze No.120 abrasives uginn an JIS R6001. | Kichengeschir, Baukonstruktioun etc. |
| Nr 4 | Déi fäerdeg vun poléieren mat No.150 ze No.180 abrasives uginn an JIS R6001. | Kichengeschir, Baukonstruktioun, Medizinesch Ausrüstung asw. |
| 2B | Déi fäerdeg, no kale Walzen, duerch Wärmebehandlung, Pickelen oder aner gläichwäerteg Behandlung a schlussendlech duerch Kale Walzen bis entspriechend Glanz. | Medizinesch Ausrüstung, Liewensmëttelindustrie, Baumaterial, Kichengeschir etc. |
| BA (Nr.6) | Déi veraarbecht mat helle Wärmebehandlung no kale Walzen. | Kichengeschir, Elektresch Ausrüstung, Baukonstruktioun asw. |
| Spiegel (Nr. 8) | Glänzend wéi e Spigel | Baukonstruktioun, Dekoratioun etc. |
| Hoerlinn | Déi fäerdeg poléieren fir kontinuéierlech Polierstreifen ze ginn andeems Dir Schleifmëttel vu passenden Kärgréisst benotzt. | Baubau etc. |
Chemesch Zesummesetzung
| Grad | C | Si | Mn | P | S | Ni | Cr | Mo | |||||
| 201 | ≤0,15 | ≤0,75 | 5. 5-7.5 | ≤0,06 | ≤ 0,03 | 3,5 -5,5 | 16.0 - 18.00 Uhr | - | |||||
| 202 | ≤0,15 | ≤l.0 | 7,5-10,0 | ≤0,06 | ≤ 0,03 | 4,0-6,0 | 17.0-19.00 Uhr | - | |||||
| 301 | ≤0,15 | ≤l.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 6,0-8,0 | 16.0-18.00 Uhr | - | |||||
| 302 | ≤0,15 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 8.0-10.0 | 17.0-19.00 Uhr | - | |||||
| 304 | ≤0.0.08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 8.0-10.5 | 18.0-20.00 Uhr | - | |||||
| 304l | ≤0,03 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 9.0-13.0 | 18.0-20.00 Uhr | - | |||||
| 309S | ≤0,08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 12.0-15.00 Uhr | 22.0-24.0 | - | |||||
| 310S | ≤0,08 | ≤1,5 | ≤2.0 | ≤0,035 | ≤ 0,03 | 19.0-22.00 Uhr | 24.0-26.0 | ||||||
| 316 | ≤0,08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 10.0-14.00 Uhr | 16.0-18.00 Uhr | 2.0- | |||||
| 316l | ≤0,03 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 12.0 - 15.00 Uhr | 16.0 -1 8.0 | 2.0 - | |||||
| 321 | ≤ 0,08 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 9,0 - 13,0 | 17,0 -1 9,0 | - | |||||
| 630 | ≤ 0,07 | ≤1.0 | ≤1.0 | ≤0,035 | ≤ 0,03 | 3,0-5,0 | 15.5-17.5 | - | |||||
| 631 | ≤0,09 | ≤1.0 | ≤1.0 | ≤0,030 | ≤0,035 | 6.50-7.75 | 16.0-18.00 Uhr | - | |||||
| 9 04l | ≤ 2,0 | ≤0,045 | ≤1.0 | ≤0,035 | - | 23.0·28.0 | 19.0-23.00 Uhr | 4,0-5,0 | |||||
| 2205 | ≤0,03 | ≤1.0 | ≤2.0 | ≤0,030 | ≤0,02 | 4,5-6,5 | 22.0-23.0 | 3,0-3,5 | |||||
| 2507 | ≤0,03 | ≤0,8 | ≤1.2 | ≤0,035 | ≤0,02 | 6,0-8,0 | 24.0-26.0 | 3,0-5,0 | |||||
| 2520 | ≤0,08 | ≤1,5 | ≤2.0 | ≤0,045 | ≤ 0,03 | 0,19 -0.22 | 0. 24-0.26 | - | |||||
| 410 | ≤0,15 | ≤1.0 | ≤1.0 | ≤0,035 | ≤ 0,03 | - | 11.5-13.5 | - | |||||
| 430 | ≤0,1 2 | ≤0,75 | ≤1.0 | ≤ 0,040 | ≤ 0,03 | ≤0,60 | 16.0 - 18.00 Uhr | - | |||||
| Produit Numm | Material | Standard | Gréisst (mm) | Applikatioun | |||||||||
| Niddereg Temperatur Rouer | 16 MnDG 10 MnDG 09 dg 09Mn2VDG 06Ni3MoDG ASTM A333 | GB/T18984- 2003 ASTM A333 | OD: 25 mm ~ 508 mm WT: 3 mm ~ 100 mm | Gëlle fir - 45 ºC ~ 195 ºC niddereg Temperatur Drockbehälter an niddreg Temperatur Wärmetauscher Päif | |||||||||
| Héich-Drock Kessel Rouer | 20g vun Spezifikatioune vun ASTMA106B Spezifikatioune vun ASTMA210A ST45.8-III | GB5310-1995 ASTM SA 106 ASTM SA 210 DIN 17175-79 | OD:8-1240* WT: 1-200 | Gëeegent fir d'Fabrikatioun vun Héichdrock Kesselröhren, Header, Damppipe, asw | |||||||||
| Petroleum knacken Rouer | 10 20 | GB9948-2006 | OD: 8-630* WT: 1-60 | Benotzt an Ueleg Raffinerie Uewen Rouer, Wärmetauscher Rouer | |||||||||
| Niddereg mëttel Drock Kessel Rouer | 10# 20# 16Mn, Q345 | GB3087-2008 | OD:8-1240* WT: 1-200 | Gëeegent fir d'Fabrikatioun vu verschiddene Strukture vu nidderegen a mëttleren Drockkessel a Lokomotivkessel | |||||||||
| Allgemeng Struktur vum Röhre | 10#,20#,45#,27SiMn ASTM A53A,B 16Mn, Q345 | GB/T8162- 2008 GB/T17396- 1998 ASTM A53 | OD:8-1240* WT: 1-200 | Gëlle fir d'allgemeng Struktur, Ingenieur Ënnerstëtzung, mechanesch Veraarbechtung, etc | |||||||||
| Ueleg casing | J55, K55, N80, L80 C90, C95, P110 | API SPEC 5CT ISO 11960 | OD: 60-508* WT: 4.24-16.13 | Benotzt fir Extraktioun vun Ueleg oder Gas an Ueleg Wells casing, benotzt an Ueleg a Gas gutt Sidewall | |||||||||
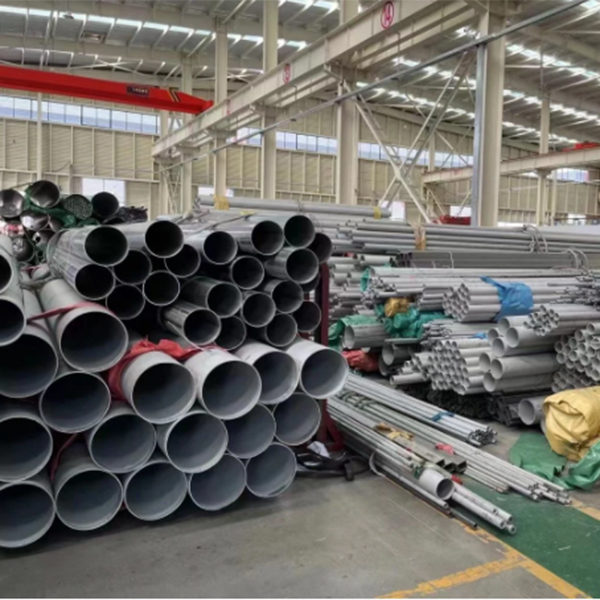
Produkt Display